| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 兴昊牌 |
| 产地 | 沧州 |
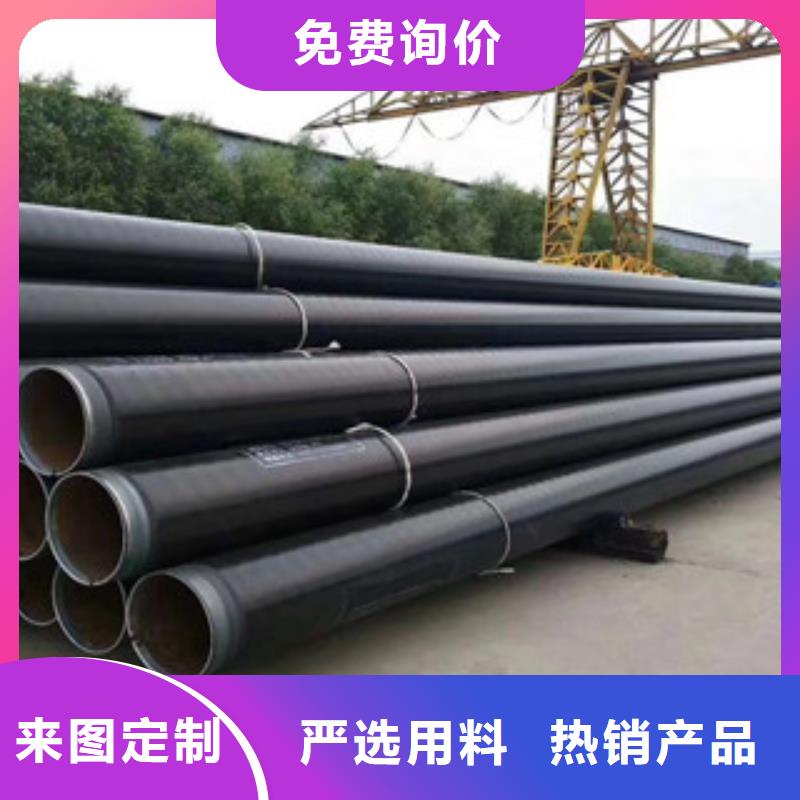
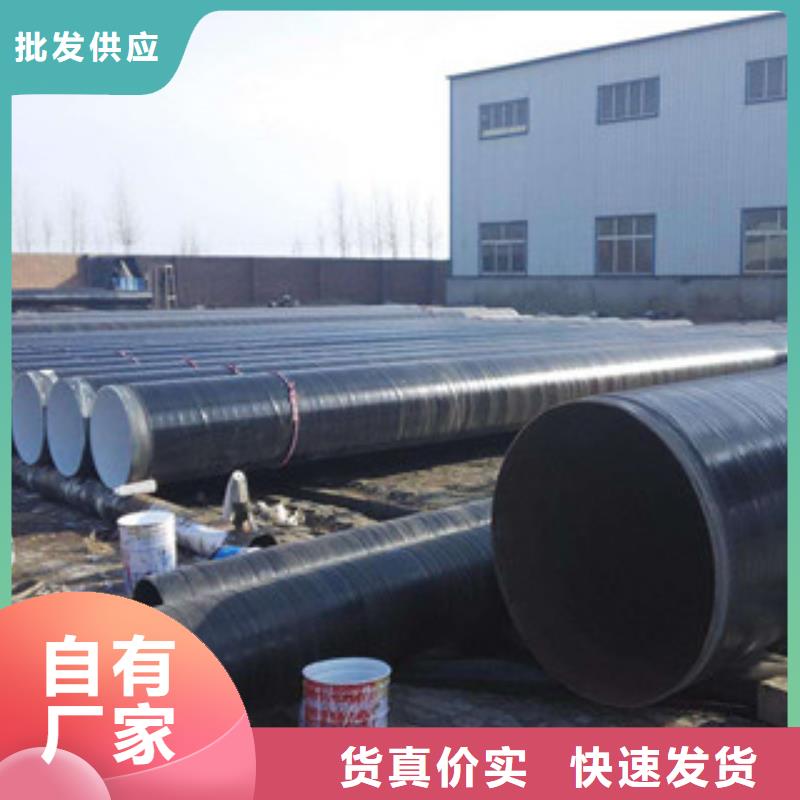
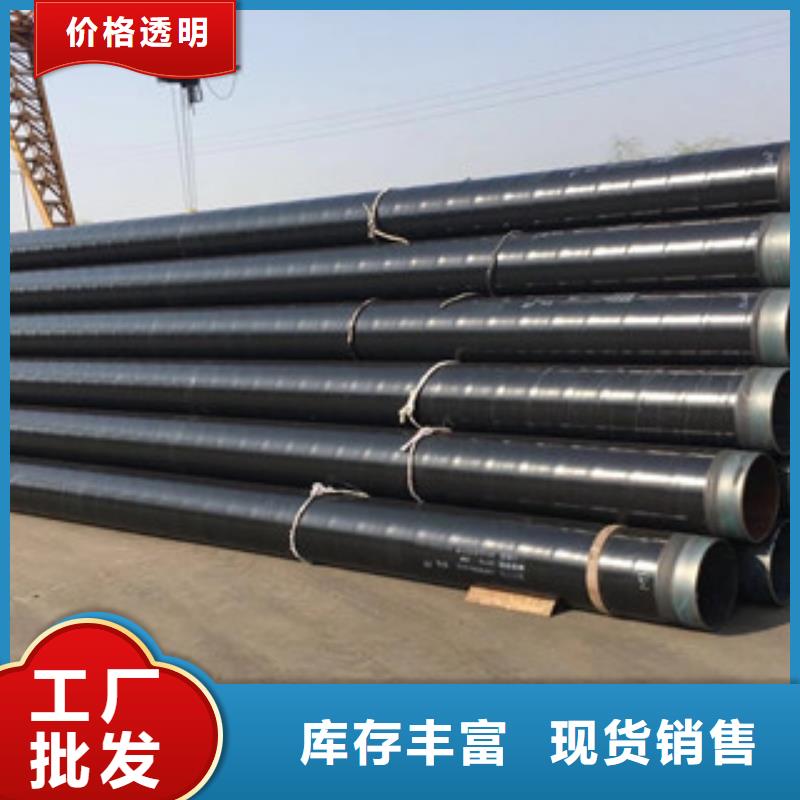
| 用途 | 天然气 |
| 仓库 | 厂内 |
| 是否现货 | 否 |
| 材质 | 可定制 |
山东威海内外涂塑复合钢管是一家集销售配送为一体的大型 山东威海内外涂塑复合钢管企业,成立于2008年,注册资金1200万。主要销售 山东威海内外涂塑复合钢管。公司以的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 山东威海内外涂塑复合钢管服务企业。








DN15-DN100输水钢管和管件之间连接采用“GB7306用螺纹密封的管螺纹”规定的管螺纹, 管螺纹联接面是牙形交叉的螺纹,机械加工时产生的公差
在螺纹拧紧过程中将消失,当扳手力臂长200毫米时,管螺纹拧一圈,手掌移动628毫米,管体才前进了一个螺距2.309毫米,相差272倍,管体的拧
紧力为旋转力的272倍,巨大的拧紧力确保管体和管件间拧紧后不渗漏。管螺纹联接的接触面是钢和不锈钢接触,在热胀冷缩时膨胀系数很接近。在
内衬不锈钢复合钢管的端部外表面挤压出沟槽,沟槽式管接头的两端边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,两瓣的沟槽式管
接头之间由螺拴和螺母连接。当螺拴和螺母拧紧时,两瓣沟槽式管接头紧紧地扣在一起,压紧沟槽式管接头内的硅橡胶密封圈,硅橡胶密封圈把二
截管子的端头紧紧地抱在一起,流体在管内和密封圈内流动,确保了流体流动的密封性,



3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。